В зависимости от требований, предъявляемых к эксплуатационным характеристикам деталей, различают три вида покрытий:
защитные покрытия, назначением которых является защита от коррозии деталей в различных агрессивных средах, в том числе при высоких температурах;
защитно-декоративные покрытия, служащие для декоративной отделки деталей с одновременной защитой их от коррозии;
специальные покрытия, применяемые с целью придания поверхности специальных свойств (износостойкости, твердости, электроизоляционных, магнитных свойств и др.), а также восстановления изношенных деталей.
ЭЛЕКТРОХИМИЧЕСКАЯ (ГАЛЬВАНИЧЕСКАЯ) ОБРАБОТКА
ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ПОЛИРОВКА МЕТАЛЛОВ И СПЛАВОВ
обработка изделий из нержавеющих и углеродистых сталей, медных, титановых и алюминиевых сплавов при производстве медицинской и бытовой техники, изделий электротехники, ювелирных изделий, в машиностроении и часовой промышленности.
Импульсный электрохимический процесс преобразования металлической поверхности в декоративное, прочное и коррозионно-стойкое алюмооксидное керамическое покрытие.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Напряжение пробоя, В (свыше 2000);
Износостойкость, мм3/Н·м (1·10-8);
Максимальная толщина, мкм (70);
Теплопроводность заготовки, Вт/м·К (120);
Шероховатость, мкм (0,05);
Твердость, ГПа (до 8).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
изделия машиностроения, электронной и часовой промышленности.
ПРЕИМУЩЕСТВА:
высокая коррозийной стойкость, твердость и износостойкость;
проявляют высокие электроизоляционные свойства;
возможно применение технологии для изготовления заготовок печатных плат, осветительного оборудования на основе SMD LED элементов;
коррозионная стойкость, увеличение адгезии клеев и лакокрасочных материалов;
формирование на деталях декоративного покрытия глубоко-чёрного цвета;
максимальное отклонение в размерах обрабатываемых деталей 0,6-1,2 мкм.
Свернуть
АЛМАЗОПОДОБНЫЕ УГЛЕРОДНЫЕ ПОКРЫТИЯ
ПРОСВЕТЛЯЮЩИЕ АПУ ПОКРЫТИЯ ДЛЯ ГЕРМАНИЕВЫХ ОКОН И АСФЕРИЧЕСКИХ ЛИНЗ
Покрытия формируются на поверхности линз комбинированным PVD-CVD методом, предназначены для увеличения пропускания инфракрасного излучения в диапазоне длин волн 8–12 мкм и защиты поверхности линз от воздействия неблагоприятных факторов окружающей среды.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (1,08–1,25);
Неравномерность покрытия по толщине для сферической линзы диаметром (52) мм и радиусом кривизны (54,33) мм и асферической линзы диаметром (37) мм, % (не более 4);
Среднее отражение по диапазону длин волн (8–12) мкм, % (не более 2);
Показатель преломления (2,2–2,5);
Пропускание ИК-излучения при одностороннем покрытии линзы, % (~ 63);
Адгезия покрытия (скретч-тестирование) более (12) Н и превышает когезию германия.
высокая пропускная способность линз в среднем ИК-диапазоне длин волн;
точное задание требуемого показателя преломления, в том числе градиентного по толщине;
высокая равномерность нанесения;
защита внешней стороны от механических повреждений и агрессивной атмосферы.
ИЗНОСОСТОЙКИЕ АНТИФРИКЦИОННЫЕ АПУ ПОКРЫТИЯ
Алмазоподобные углеродные износостойкие покрытия с низким коэффициентом трения, получаемые гибридным PVD-CVD методом, специально разработанным для нанесения толстых АПУ покрытий.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (1–5);
Твёрдость, HV (2000–3000);
Коэффициент сухого трения (0,06…0,1);
Температура эксплуатации, °С (до 300).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
фрезы, свёрла, подшипники, работающие в условиях сухого трения.
ПРЕИМУЩЕСТВА:
уменьшение сухого трения и поверхностной энергии обработанных деталей;
предотвращение налипания продуктов износа;
увеличение точности обработки и рабочего ресурса.
АПУ ПОКРЫТИЯ ДЛЯ НИТЕВОДИТЕЛЕЙ В ПРОИЗВОДСТВЕ СТЕКЛОВОЛОКНА
Покрытия предназначены для предотвращения абразивного изнашивания нитеводителей. Они осаждаются на изделия из «пружинной» стали и сплавов алюминия импульсным катодно-дуговым методом в атмосфере ацетилена с предварительной обработкой поверхности изделий методами электролитно-плазменного полирования.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Твердость, HV (2000–3000);
Коэффициент бессмазочного трения (0,10–0,15);
Температура эксплуатации, °С (до 350).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
химическая промышленность, производство стекловолокна, углеродного волокна и полимерных нитей, защита металлической оснастки химических производств.
ПРЕИМУЩЕСТВА:
увеличение рабочего ресурса нитеводителей в 2–2,5 раза;
предотвращение расслоения нити;
подавление коррозии и химического взаимодействия материала основы с реагентами.
ПОКРЫТИЯ АЗМАЗОПОДОБНОГО УГЛЕРОДА И НИТРИДА ХРОМА ДЛЯ ЛИТЬЕВЫХ ФОРМ
Покрытия алмазоподобного углерода (АПУ) и нитрида хрома (CrN) и технология их нанесения для предотвращения химико-механического изнашивания и налипания пластмасс и цветных металлов на рабочую поверхность стальных литейных форм.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (2,5–3,0);
Твердость, ГПа (18 – 25);
Термостойкость (АПУ), °С (до 350);
Термостойкость (CrN), °С (до 850).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
литьевые формы для пластмасс и цветных металлов.
ПРЕИМУЩЕСТВА:
многократное увеличение количества смыканий форм;
антипригарный эффект;
улучшение качества отливки;
избавление от необходимости использования специальных смазок.
ГИБРИДНОЕ ИОННО-ПЛАЗМЕННОЕ УПРОЧНЕНИЕ ПОВЕРХНОСТИ СТАЛЕЙ
Технология осаждения сверхтвердых и в то же время хрупких нанокомпозиционных покрытий на предварительно упрочненную основу путем ионно-лучевого азотирования в едином вакуумном цикле, которая позволяет увеличить взаимодействие системы «покрытие – основа», предотвращает деформацию и растрескивание покрытий при механической обработке.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (2,5–3,0);
Глубина азотированного слоя, мкм (20–30);
Твёрдость системы «покрытие – основа», ГПа (30–40);
Повышение трещиностойкости в 4–7 раз;
Увеличение адгезии покрытия к основе более, чем в 2 раза.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
инструменты, работающие в условиях ударных нагрузок и высоких скоростей резания.
ПРЕИМУЩЕСТВА:
малое время азотирования без образования белого слоя;
многократное увеличение трещиностойкости и адгезии;
единый вакуумный цикл азотирования и осаждения покрытий.
Свернуть
ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
Многокомпонентные покрытия из сепарированных плазменных потоков для защиты изделий от коррозионного воздействия и придания им высоких защитно-декоративных свойств.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Коэффициент повышения износостойкости (2,5–5,0);
Балл коррозионной стойкости (6–8);
Блеск, % (80–85).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
изделия из металла, стекла, керамики, пластмасс для часовой промышленности, мебельной и кожгалантерейной фурнитуры, товаров народного потребления.
Покрытия осаждаются гибридным PVD-CVD методом на хромированные корпусные детали часов и детали часов из нержавеющей стали.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (0,2–1,5);
Твердость, HV (2000–3000);
Адгезия покрытий (скретч-тестирование), Н (>30).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
производство часов, художественно-декоративных изделий, фурнитуры.
ПРЕИМУЩЕСТВА:
устойчивость к изнашиванию и коррозии;
биологическая индифферентность;
возможность получения цветовой гаммы за счет интерференционного окрашивания.
ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ ЗЕРКАЛЬНЫХ ЛИСТОВЫХ МАТЕРИАЛОВ
Ионно-плазменные наноструктурированные TiN покрытия зеркальных листовых материалов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Марка и размеры (мм) листовых материалов, выпускаемых серийно:
AISI-304 (0,5х495х1600);
AISI-430 (0,4х495х1600).
Толщина TiN покрытий, мкм (2).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
архитектура и строительство.
ПРЕИМУЩЕСТВА:
листовая зеркальная нержавеющая сталь с декоративным покрытием золотистого цвета обладает повышенной стойкостью при пластической деформации;
долговечность цвета и блеска при эксплуатации в условиях атмосферного воздействия составляет более 50 лет.
ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ НА ТИТАНОВЫХ ИМПЛАНТАТАХ
Улучшение свойств биосовместимости, износостойкости и коррозионной стойкости медицинских имплантатов из титановых сплавов. Цветовая кодировка имплантатов совместно с крепежными изделиями для упрощения проведения хирургических операций.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (0,05–5,0);
Цветовая гамма покрытий (от красного до синего, серый);
Увеличение коррозионной стойкости, % (40).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
имплантаты для травматологии, хирургии позвоночника, ортопедии, стоматологии.
ПРЕИМУЩЕСТВА:
обеспечивают необходимые медико-биологические и защитные свойства поверхности имплантатов;
характеризуются свойствами биоинертности и биоактивности.
Свернуть
ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ
НАНОКОМПОЗИЦИОННЫЕ ПОКРЫТИЯ
Нанокомпозиционные покрытия для металло- и деревообрабатывающего инструмента. Покрытия TiAlN:Si3N4, ZrCN:DLC c ультрадисперсными зёрнами нитридной керамики в аморфной матрице нитрида кремния или алмазоподобного углерода формируются методами дугового осаждения в атмосфере азота и ацетилена из сплавных катодов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (3–5);
Размер зёрен кристаллитов, нм (8–10);
Твердость, ГПа (до 47);
Верхний предел рабочей температуры (Ti-Al-Si-N), °С (780);
Работа в условиях ударных нагрузок (Zr-C-N).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
инструментальная промышленность, металло- и деревообработка, повышение износостойкости свёрл, фрез, вырубных штампов, накатных роликов, протяжек и других металло- и деревообрабатывающих инструментов из легированных сталей, и твердых сплавов.
ПРЕИМУЩЕСТВА:
повышение рабочего ресурса инструмента в 1,8–3 раза;
улучшение качества обработки;
повышение эксплуатационных характеристик инструмента в условиях высоких температур и ударных нагрузок.
АНТИФРИКЦИОННЫЕ ПОКРЫТИЯ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Алмазоподобные углеродные покрытия с высокой гладкостью поверхности и низким коэффициентом трения, содержащие в заданных количествах фтор и кремний, специально разработаны для плунжерных пар ТНВД, поршней и поршневых колец, подъемников клапанов и газораспределительных валов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий:
плунжерные пары (различной степени твердости), мкм (от 0,1);
поршневые кольца (различной степени твердости), мкм (до 30);
Максимальная рабочая температура, °С (350).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
машиностроение, производство двигателей внутреннего сгорания, восстановление изношенной части плунжерных насосов.
ПРЕИМУЩЕСТВА:
покрытия обеспечивают уменьшение трения;
увеличение рабочего ресурса подвижных частей двигателя;
экономию топлива и снижение выбросов СО2;
соответствуют стандарту для производства двигателей «Евро-5».
ИЗНОСО- И КОРРОЗИОННОСТОЙКИЕ МНОГОКОМПОНЕНТНЫЕ ПОКРЫТИЯ
Многокомпонентные покрытия (Ti,Al)N из сепарированных плазменных потоков, отличающиеся повышенной коррозионной стойкостью в ряде химически агрессивных сред и высокой стойкостью к абразивному износу.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Коэффициент повышения износостойкости (2,5–5,0);
Балл коррозионной стойкости (6–8).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
формируемые части пресс-форм и штампов, поршневые кольца, плунжерные пары, штоки, газозапорная арматура.
ПРЕИМУЩЕСТВА:
одновременное обеспечение износоустойчивости и антикоррозионных свойств;
замена высоколегированных сталей на низколегированные при изготовлении ответственных деталей.
ИЗНОСО- И КОРРОЗИОННОСТОЙКИЕ МНОГОСЛОЙНЫЕ ПОКРЫТИЯ
Комбинация наноструктурированных слоев на основе тугоплавких металлов (Ti, Zr, Mo, Cr и др), их нитридов, карбидов, карбонитридов, оксикарбонитридов и алмазоподобного углерода.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Количество слоев покрытия (2–10);
Толщина покрытий, мкм (0,5–5);
Микротвердость, ГПа (30–85);
Рабочая температура,°С (400–1200);
Увеличение рабочего ресурса в 2–5 раз.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
штамповое оборудование, инструмент для обработки металлов, древесины и пластмасс.
ПРЕИМУЩЕСТВА:
улучшение качества обработки;
уменьшение времени обработки и затрат на переналадку оборудования;
Формирование износостойких (самофлюсующиеся сплавы системы Fe-Ni-Cr-C, армированные нанодисперсной углеродной сажей) и антифрикционных (оловянистые или оловянно-свинцовые бронзы) покрытий на деталях машиностроения.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытия, мм (до 5);
Производительность, кг/ч (от 1 до 5);
Твердость, ГПа (до 12);
Плотность (до 0,88 – 0,96) литого материала;
Коэффициент трения (0,05 – 0,2).
ЭЛЕКТРОХИМИЧЕСКИЕ ЗАЩИТНЫЕ И ФУНКЦИОНАЛЬНЫЕ ПОКРЫТИЯ
Электрохимические защитные и функциональные покрытия для изготовления однокристального и многокристального алмазного инструмента. Коррозионностойкие и износостойкие металлические и полиметаллические покрытия на основе никеля, никельсодержащих (Ni-W-C, Ni-Fe-Cr-C и др.) дисперсионно-стареющих сплавов, в том числе высокоэнтропийных.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Микротвердость, ГПа (до 12);
Коэффициент трения скольжения (0,12–0,2).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
инструменты для обработки металлов, стекла, сверхтвердых материалов и алмаза.
Многокомпонентные покрытия с использованием металлических катодов (Ti, Zr, Cu, Cr, Al и др.) осаждения в среде реакционных газов при сепарации плазменного потока для формирования плотных наноразмерных покрытий с высокой твердостью, низким коэффициентом трения.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Толщина покрытий, мкм (1–4);
Микротвердость, ГПа (30–42);
Коэффициент трения (0,1–0,4);
Термостойкость, ºС (до 1000);
Коэффициент повышения износостойкости (1,5–3,5);
Повышение производительности процесса резания, % (15–20);
металлорежущий и деревообрабатывающий инструмент из быстрорежущей стали и твердых сплавов, предприятия машиностроительного и инструментального профиля.
ПРЕИМУЩЕСТВА:
снижение интенсивности износа инструмента в 1,5–3,5 раза в зависимости от обрабатываемого материала;
отказ от применения дорогих композиционных катодов;
возможность модернизации серийной установки системой сепарации плазменного потока.
ПОЛИМЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ ДЛЯ ДЕТАЛЕЙ И УЗЛОВ МАШИН И МЕХАНИЗМОВ
Коррозионностойкие и декоративные электрохимические покрытия на основе цинка, сплава цинк – никель, двухслойные покрытия (цинк – никель) – цинк, градиентные цинк-никелевые покрытия, процессы их нанесения и электролиты для их осаждения. Нанесение покрытий на детали.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
детали и узлы машин и механизмов, работающие в сложных погодно-климатических условиях и в агрессивных производственных средах.
ПРЕИМУЩЕСТВА:
покрытия имеют микротвердость 3–6 ГПа;
обеспечивают срок эксплуатации в коррозионно-активных средах до 1000 часов.
СИСТЕМА МАГНЕТРОННОГО РАСПЫЛЕНИЯ
Формирование защитных поверхностных слоев с использованием системы магнетронного распыления несбалансированного типа. Покрытия на основе металлов, сплавов, химических соединений, полимерных материалов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Предельный размер обрабатываемых изделий, мм (160×160×200);
Ток магнетрона, А (до 4,5);
Максимальное напряжение питания магнетрона, В (до 700);
Напряжение смещения подложки, В (до 1500);
Скорость напыления, мкм/ч (1–10).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
триботехника, машино- и приборостроение, микроэлектроника, медицина, инструментальная промышленность.
ПРЕИМУЩЕСТВА:
возможность осаждения покрытий при сравнительно низкой температуре;
высокая адгезия наносимых покрытий;
возможность работы в режиме стабилизации тока или напряжения.
Свернуть
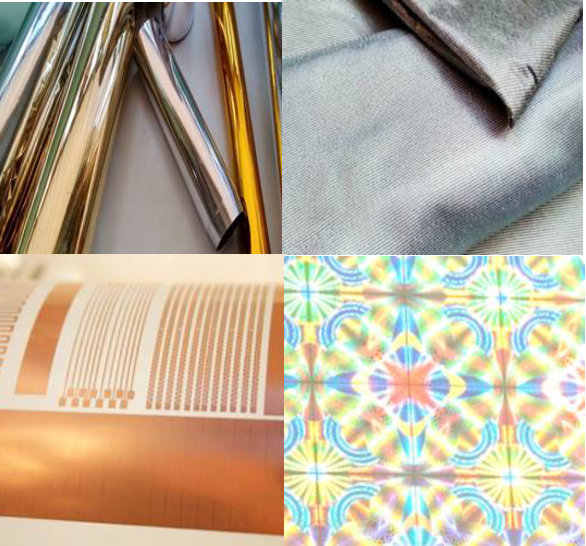
МЕТАЛЛИЗАЦИЯ РУЛОННЫХ МАТЕРИАЛОВ
Нанесение покрытий и активация поверхности полимерных рулонных материалов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Обрабатываемые материалы:
полипропилен, полиэтилентерафталат, полиэтилен, полиимид и т. д.;
наносимые покрытия;
металлы, сплавы и химические соединения на их основе;
активация поверхности полимерных рулонных материалов низкотемпературной плазмой в среде аргона.
Параметры обрабатываемых рулонных материалов:
ширина, мм (до 1000);
диаметр рулона, мм (до 400);
толщина материала, мкм (от 20 до 300);
скорость перемотки, м/с (от 0,001 до 10);
производительность при односменной работе, т/месяц (до 20).
ОБЛАСТЬ ПРИМЕНЕНИЯ:
полиграфическая продукция (упаковка), голографическая продукция (средства защиты и идентификации продукции), электротехническая продукция (конденсаторы, изоляционные материалы), энергосберегающие пленки с эффектом пароизоляции для строительства и сельского хозяйства, медицинские ткани с дезинфицирующим слоем на основе серебра, ткани с повышенными огнезащитными характеристиками для служб МЧС.
ПРЕИМУЩЕСТВА:
полная автоматизация процесса металлизации;
контроль параметров нанесения и качества покрытий в режиме реального времени;
высокая адгезия покрытий к основе;
экологическая чистота процесса;
возможность выпуска опытных и мелкосерийных партий, отработка технологий по требованиям заказчика.